











نقد و بررسی
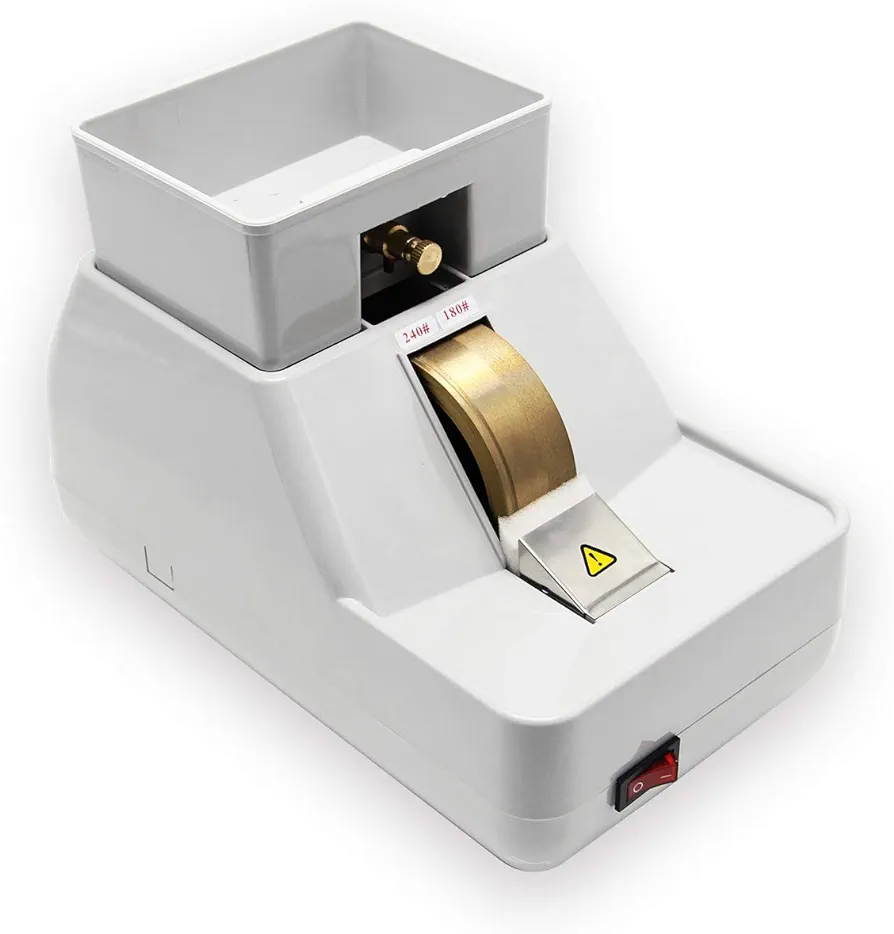
دستگاه تراش تک سنگ الماس عدسی سایز کوچکجهت دور تراشی دستی، هم می توانید از دستگاه هایی که در آنها عدسی به وسیله ی پوست سمباده، تراش داده می شود استفاده نمایید و هم به وسیله ی دستگاه های تک سنگ و یا دو سنگ الماسه این کار را انجام دهید.
به طور کلی، دستگاههای پوست سمباده، قدیمی ترند و تشکیل شده اند از یک بدنه ی محافظ فلزی و یا پلاستیکی و یک موتور با دور نسبتاً بالا ( که یک صفحه ی گرد را در جهت عقربه های ساعت به چرخش در می آورد و روی این صفحه، می توان پوست سمباده هایی که قبلاً به اندازه ی صفحه ی دستگاه گرد شده است را با درجات زبری و نرمی مخصوص تراش عدسی نصب نمود). در این دستگاه، به وسیله ی یک لوله باریک، آب بر روی پوست سمباده ریخته می شود و باعث خنک شدن صفحه و در نتیجه سبب عدم احتراق، هنگام تراش عدسی می گردد. برای تأمین آب مورد نیاز، هم می توان از مخزن آب نصب شده بر بالای دستگاه و هم می توان از آب لوله کشی استفاده نمود.
نقد و بررسی
در هنگام دور تراشی دستی، توجه نمودن به زاویه ی شیار داخل حدقه، از اهمیت ویژه ای برخوردار است. زاویه ی شیار حدقه ها، بطور معمول بین ۹۰ تا ۱۰۰ درجه می باشد. حال اگر، ما زاویه ی لبه ی عدسی را طوری تراش بدهیم که مطابق با زاویه ی شیار حدقه باشد؛ احتمال شکستن و یا اصطلاحاً لب پَر شدن عدسی، مخصوصاً در فریمهای فلزی، هنگام نصب و یا در زمان استفاده شخص از عینک، بسیار زیاد است. بنابراین، علاوه بر اینکه زاویه ی لبه ی عدسی می بایست کمی بیشتر از زاویه ی شیار حدقه باشد؛ بهتر آن است که رأس زاویه ی لبه ی عدسی را هم کمی پرداخت و تیزی گیری نماییم. در واقع با این عمل، بین زاویه ی رأس لبه ی عدسی و زاویه ی رأس شیار حدقه، کمی فاصله ایجاد شده و به نوعی، حالت ضربه گیری و مقاومت عدسی در برابر فشارهای احتمالی حدقه، افزایش یافته است.
البته، این زاویه نباید به اندازه ای باشد که هنگام استفاده از عینک، عدسی از حدقه خارج شود. به طور معمول زاویه ای در حدود ۱۱۵ درجه برای رأس لبه ی عدسی پیشنهاد می شود. در شکل زیر، چند نمونه از زوایای رأس لبه ی عدسی و حدقه نشان داده شده است.
ثابت نگه داشتن و عدم لرزش دستها هنگام شکل دهی زاویه ی لبه، از مسائل مهم دور تراشی دستی می باشد. مقدار فشار عدسی بر وسائل ساینده (نظیر پوست سمباده و سنگ الماس) یکی دیگر از فاکتورهای مهم در دور تراشی دستی محسوب می گردد. مقدار فشار وارد بر وسائل ساینده، به چندین عامل بستگی دارد.
عوامل مؤثر در مقدار فشار وارد بر وسایل ساینده، در هنگام دور تراشی عدسی
۱. ضخامت عدسی:
عدسی هایی با توان بالا در هنگام دور تراشی، نیاز بیشتری به فشار چه به صورت دستی و یا خودکار دارند و در عدسیهای نازک و یا عدسیهای با توان مثبت بالا که لبه ی آنها نازک می باشد، نیاز به فشار کمتری دارند.
۲. تیز یا کند بودن وسیله ی ساینده:
به طور طبیعی وسایل ساینده ی کند، نیاز بیشتری به فشار جهت دور تراشی عدسی دارند و در وسایل ساینده ی تیز و یا تیز شده، نیاز کمتر.
۳. جنس عدسی (شیشه، پلاستیک، فتو کرومیک، فشرده و …):
مواد بکار رفته در عدسی، نقش بسزایی جهت تعیین فشار را ایفا می کند. عدسیهای از جنس مواد آلی (پلاستیک، پلی کربنات و …) نیاز به فشار بیشتری دارند.
۴. ضخامت لبه ی عدسی در قسمتهای مختلف( عدسیهای مثبت و یا منفی بیش از حد دسانتره شده و یا عدسی هایی با توان استوانه ای بالا:
هنگامی که یک عدسی مثبت و یا منفی، جهت تأمین PD و یا ارتفاع مرکز اپتیکی آن بیش از حد جا به جا (دسانتره) گردد؛ طبیعتاً یک طرف عدسی نازک و طرف دیگر ضخیم می گردد و یا در عدسی هایی با توان منشوری و یا عدسی هایی با توان استوانه ای بالا که می بایست متناسب با ظرافت و ضخامت قسمتهای مختلف لبه ی عدسی، فشار تغییر نماید. در واقع قسمتهای ظریف و نازک عدسی به فشار کمتری نیاز دارند تا قسمتهای ضخیم.
۵. حد فاصل منطقه ی چیپر شده تا منطقه ی خط کشی شده ی الگو:
هنگام چیپر زدن، ممکن است که بعضی از قسمتهای عدسی به خط کشی الگو، دور و یا نزدیک باشند که در این صورت به قسمتهایی که از خط کشی دور هستند می بایست فشار بیشتری وارد نمود؛ تا قسمتهایی که نزدیک به مرز خط کشی می باشند.
۶. بیزوته از داخل یا بیرون عدسی:
ابتدا بیزوته از داخل انجام می شود؛ سپس، از بیرون و عموماً فشار، هنگام بیزوته کاری از بیرون، کمتر از فشار بیزوته کاری از داخل می باشد. زیرا زمانی که بیزوته از داخل انجام گرفته باشد؛ لبه ی عدسی تا حدود زیادی نازک گردیده که در این شرایط، جهت بیزوته کاری از بیرون، به فشار زیادی نیاز ندارد.
دو نکته:
· در تمام مراحل دور تراشی دستی، بهتر آن است که نگاه شخص به محل برخورد عدسی با ساینده متمرکز باشد.
· به دلیل برقی بودن دستگاه، به منظور جلوگیری از جرقه زدن وسیله ی ساینده و یا انتقال الکتریسیته توسط آب به بدن شخص، کنترل آب و لوله ها از دیگر موارد احتیاطی بوده و انجام آن الزامی است.


0دیدگاه